

促進行業發展 維護行業整體利益 維護會員合法權益




行業新聞
淺談鋼結構工程施工技術控制
信息來源: 信息提供日期:2022-12-06 瀏覽:985
柯 俊
【摘要】 鋼結構是指以鋼鐵為基材,經機械加工組裝而成的結構。建筑鋼結構僅限于工業廠房、高層建筑、塔桅結構、橋梁等。鋼結構具有強度高、結構輕、施工周期短和精度高等特點,在建筑、橋梁等土木工程中被廣泛采用。
【關鍵詞】強度高、結構輕、施工周期短和精度高;
1構件制作
1.1鋼結構構件制作一般在工廠進行,包括放樣、號料、切割下料、邊緣加工、彎卷成型、折邊、矯正和防腐與涂飾等工藝過程;
1.2用作鋼結構的鋼材有鋼板、鋼帶、型鋼(工字鋼、槽鋼、角鋼)、鋼管和鋼鑄件等;
1.3構件制作使用工具包括;鋼卷尺、直角尺、卡鉗、劃針、劃規與地規
樣沖等;
1.4構件制作使用設備包括:切割機、砂輪機、風鏟、砂輪鋸、剪板機、沖剪機、銼刀、型錘
2切割是將放樣和號料的零件形狀從原材料上進行下料分離。常用的切割方法有:氣割、機械剪切和等離子切割三種方法。
2.1氣割下料
利用氧氣與可燃氣體混合產生的預熱火焰加熱金屬表面達到燃燒溫度并使金屬發生劇烈的氧化,放出大量的熱促使下層金屬也自行燃燒,同時通以高壓氧氣射流,將氧化物吹除而形成一條狹小而整齊的割縫。氣割法有手動氣割、半自動氣割和自動氣割。手動氣割割縫寬度為4mm,自動氣割割縫寬度為3mm。氣割法設備靈活、費用低廉、精度高,能切割各種厚度的鋼材,尤其是帶曲線的零件或厚鋼板,是目前使用最廣泛的切割方法。
氣割法設備靈活、費用低廉、精度高,能切割各種厚度的鋼材,尤其是帶曲線的零件或厚鋼板,是目前使用最廣泛的切割方法。
2.2機械剪切下料
通過沖剪、切削、磨擦等機械來實現。
1)沖剪切割:當鋼板厚度12cm時,采用剪板機、聯合沖剪機切割鋼材,速度快、效率高,但切口略粗糙
2)切削切割:采用弓鋸床、帶鋸機等切削鋼材,精度較好。
⑶磨擦切割:采用磨擦鋸床、砂輪切割機等切割鋼材,速度快、但切口不夠光潔、噪聲大。
2.3等離子切割下料
利用高溫高速的等離子焰流將切口處金屬及其氧化物熔化并吹掉來完成切割,能切割任何金屬,特別是熔點較高的不銹鋼及有色金屬鋁、銅等。
3矯正
鋼材在存放、運輸、吊運和加工成型過程中會變形,必須對不符合技術標準的鋼材、構件進行矯正。鋼結構的矯正,是通過外力或加熱作用迫使鋼材反變形,使鋼材或構件達到技術標準要求的平直或幾何形狀。
3.1火焰矯正:利用火焰對鋼材進行局部加熱,被加熱處理的金屬由于膨脹受阻而產生壓縮塑性變形,使較長的金屬纖維冷卻后縮短而完成的。影響矯正效果的因素:火焰加熱位置、加熱的形式、加熱的溫度。焰矯正加熱的溫度:對于低碳鋼和普通低合金鋼為600~8000C。
3.2機械矯正:是通過專用矯正機使彎曲的鋼材在外力作用下產生過量的塑性變形,以達到平直的目的。
1)拉伸機矯正:用于薄板扭曲、型鋼扭曲、鋼管、帶鋼、線材等的矯正。
2)壓力機矯正:用于板材、鋼管和型鋼的矯正。多輯矯正機:用于型材、板材等的矯正。
3)多輥矯正機:用于型材、板材等的矯正。
3.3手工矯正:采用錘擊的方法進行,操作簡單靈活。由于矯正力小、勞動強度大、效率低而用于矯正尺寸較小的鋼材,或矯正設備不便于使用時采用。
4.構件加工
4.1邊緣加工:對于尺寸精度要求高的腹板、翼緣板、加勁板、支座支撐面和有技術要求的焊接坡口,需要對剪切或氣割過的鋼板邊緣進行加工。邊緣加工方法有:鏟邊、刨邊、銑邊和碳弧氣刨邊。
4.2彎卷成型:
1)鋼板卷曲,鋼板卷曲是通過旋轉輥軸對板料進行連續三點彎曲所形成的,鋼板卷曲包括預彎、對中和卷曲三個過程。
2)型材彎曲
3)折邊:把構件的邊緣壓彎成傾角或一定形狀的操作過程稱為折邊。折邊可提高構件的強度和剛度, 彎曲折邊利用折邊機進行。
4)制孔:包括鉚釘孔、螺栓孔,可鉆可沖。鉆孔用鉆孔機進行,能用于鋼板、型鋼的孔加工;沖孔用沖孔機進行,一般只能在較薄的鋼板、型鋼上沖孔,且孔徑一般≮鋼材的厚度。施工現場的制孔可用電鉆、風鉆等加工。
5.除銹、防腐與涂飾
鋼結構的防腐與涂飾包括普通涂料涂裝和防火涂料涂裝。涂裝前,鋼材表面應除銹
6. 鋼構件的連接方法有焊接、緊固件連接(螺栓連接、射釘、自攻釘、拉鉚釘)及鉚接三種
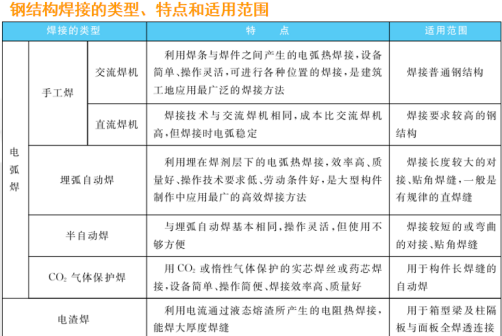
6.1焊接方法的選擇
7. 鋼結構安裝
7.1施工準備:技術準備、施工機具及材料準備、柱基檢查、構件清理
7.2鋼柱安裝:單層鋼柱安裝宜,采用一點直吊綁扎法起吊,就位時對準地腳螺栓緩慢下落,對位后擰上螺帽將柱臨時固定,校正其平面位置和垂直度;校正后終擰螺帽,用墊板與柱底板焊牢,然后柱底灌漿固定
7.2鋼柱的安裝與校正:軸線引測:柱的定位軸線應從地面控制線引測,不得從下層柱的定位軸線引測,避免累積誤差。鋼柱校正:對垂直度、軸線、牛腿面標高進行初驗,柱間間距用液壓千斤頂與鋼楔或倒鏈與鋼絲繩校正。
8. 構件間的連接:鋼柱間的連接常采用坡口焊連接,焊縫等級為一級全熔透焊;
9. 鋼結構檢測
鋼結構檢測依據《鋼結構設計標準》(GB50017-2017);《組合結構設計規范(JGJ138-2016);
《鋼結構工程施工質量驗收標準》(GB50205-2020);《鋼結構焊接規范》(GB50661-2011);《鋼焊縫手工超聲波探傷方法和探傷結果分級》(GB/T11345-1989);《焊縫無損檢測超聲檢測技術、檢測等級和評定》(GB/T 11345-2013);《焊縫無損檢測超聲檢測驗收等級》(GB/T29712-2013);《鋼結構超聲波探傷及質量分級法》(JG/T203-2007)等相關文件對鋼結構工程進行檢測;